

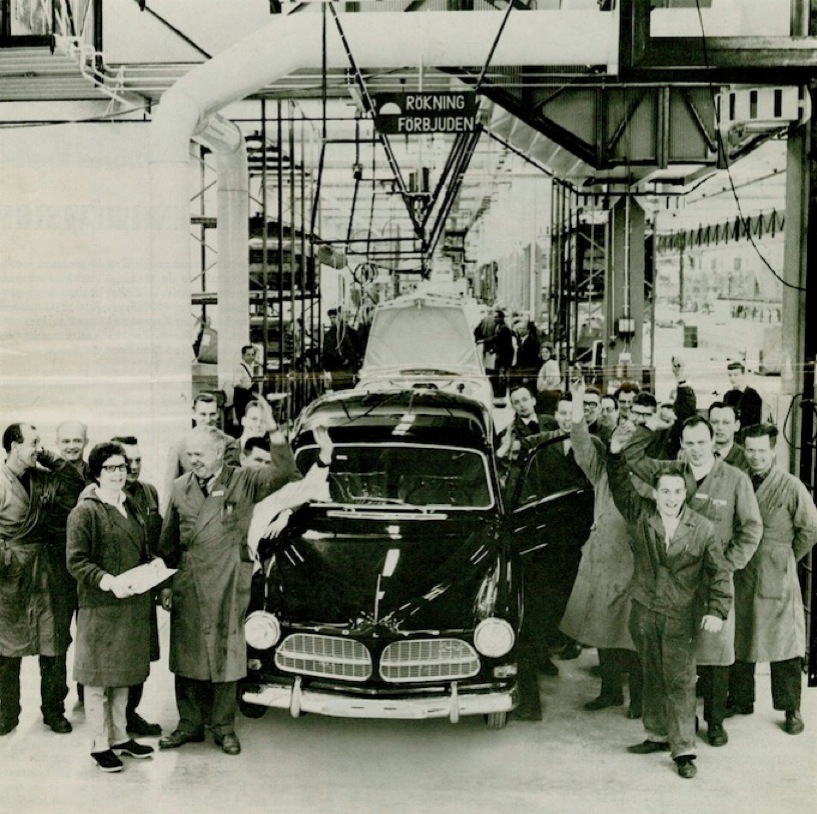
Cette
photographie est fantastique à plus d'un titre. C'est à
bord d'une ÖV4 (la première automobile Volvo - 1927) que
Gunnar Engellau (à l'arrière droit) présente au souverain
Karl Gustav IV les toutes neuves installations de
Torslanda, livrées le 24 avril 1964 en remplacement de la
vieille usine de Hisingen. Le passager à l'avant de la
voiture n'est autre que Gustav Larsson, l'un des deux fondateurs
de la firme. Assar Gabrielsson, le deuxième fondateur de
Volvo, est décédé deux années auparavant.
Cette usine est toujours opérationnelle : elle produit
notamment les V70 et XC90. Une usine jumelle de Torslanda a
été construite en Belgique, à Gand, en 1965, afin de
permettre à Volvo de produire dans d'Union Européenne de
l'époque, s'affranchissant par là même des barrières
douanières. En voici une description datant de
1965.
Voici un article qui retrace l’histoire de Torslanda.
Au rythme du relèvement rapide
d'après-guerre et à celui de l'élévation constante du
standard de vie, l'industrie automobile du monde entier a
fait l'objet d'un développement considérable, Déjà en 1950,
la production de voitures de tourisme, seulement en Europe
de l'Ouest, avait atteint plus d'1 million de voitures. En
1962, cette production était de l'ordre de plus de 5,8
millions. En Suède, les pronostics concernant le
développement de l'automobilisme ont été de très loin
dépassés. Pour Volvo, ce développement a été très marqué
par une activité intense et cela sous la pression de
problèmes d'investissement, de remaniements et
d'agrandissements continuels de l'organisation et des
ressources de production.
Les chiffres parlent ici leur
propre langage. En 1950, la production était de 10.000
Voitures. Cinq ans plus tard, la production annuelle était
trois fois plus grande, pour ensuite continuer à augmenter
aussi rapidement, même pendant la période suivante de 5
ans. Au cours de cette période, les conditions en Suède ont
été caractérisées par des difficultés à trouver du capital,
du matériel et du personnel - particulièrement des
techniciens. Malgré ces difficultés, Volvo a quand même
réussi à poursuivre sa remarquable expansion. Il n'a pas
été seulement question ici de construire de nouveaux
ateliers et de se procurer de nouvelles machines. Le
programme de construction a été étroitement lié è un
important programme de rationalisation. De nouvelles
méthodes techniques de production ont été introduites et
améliorées - par exemple la méthode MTM et Volvo a ainsi
apporté au développement de l'industrie suédoise une
contribution de la plus grande importance.
En 1957, Volvo devait prendre une importante décision. Il
était alors nécessaire d'augmenter considérablement les
ressources de production. Tout agrandissement des
installations, sur l'ancien
terrain industriel de Gothembourg, n'était plus possible.
Selon les calculs faits è l'époque, le volume de production
dans la vieille usine n'aurait pu dépasser le chiffre de
55.000 véhicules lors de travail normal et de 100.000 au
maximum lors de travail à deux équipes. C'est en partant de
cette situation, qu'en 1957, ou groupe de techniciens de la
production et d'ingénieurs des installations, a commencé à
faire des plans en vue n’augmenter la capacité de
production des voitures de tourisme. Après un certain
nombre de recherches de localisation, le conseil
d'administration de Volvo pouvait, en 1958, décider è
l'unanimité, de faire l'achat d'un terrain situé à quelques
kilomètres de Gothembourg. Des études très poussées avaient
permis de constater que la nature du terrain était à cet
endroit idéale pour la construction industrielle.
L'emplacement se prêtait particulièrement bien aux
agrandissements éventuels à venir des installations. Il
était situé à distance relativement courte du port de
Gothembourg. Le raccordement d'une ligne de chemin de fer
était facile. Les questions d'approvisionnement en eau,
l'évacuation et de fourniture en courant pouvaient être
résolues d'une façon rationnelle. La surface du terrain
acheté était de 4.000.000 m2. Volvo avait ainsi fait
l'acquisition du plus grand terrain industriel de Suède.
L'établissement des plans de l'usine Volvo de Torslanda
devait être précédé d'une étude très approfondie de
pronostics de vente, celle-ci devait avoir pour résultat de
faire apparaître une capacité de production arrêtée de
110.000 voitures de tourisme par an lors de travail
quotidien normal, 150.000 lors du travail partiel effectué
par deux équipes et avec une possibilité de production de
200.000 voitures lors de pleine production è deux équipes.
Lors de l'établissement de plans, toutes les possibilité de
rationalisation des procédés de fabrication et de
manutention du matériel ont été exploitées au maximum, de
même que tout è été mis oeuvre pour encore améliorer la
qualité. Jusqu'au jour de l'inauguration, il a été investi
240 millions de couronnes suédoises et une décision est sur
le point d'être prise pour l'investissement de 140 million
de couronnes. L'usine de Torslanda représente le plus grand
investissement ayant été fait dans l'histoire de Volvo.
Sans le soutien actif des autorités gouvernementales, la
construction de ces installations n'aurait pu être
entreprise. La possibilité de pouvoir disposer de bénéfices
non imposés - bénéfices destinés à des fonds
d'investissement avant pour but d'assurer l'équilibre en
cas d'éventuelles fluctuations de la situation du marché
pour l'amortissement direct d'investissements faits a été
une des raisons qui ont permis la réalisation du projet.
L'usine Volvo de Torslanda est devenue un appareil de
production ultra-moderne. L'entreprise, en ce qui concerne
la capacité, est bien équipée pour augmenter la capacité de
production de voitures au rythme d'une demande toujours en
augmentation.

Torslanda en cours de
travaux (hiver 62)
Présentation de l'usine
L'usine Volvo de Torslanda forme, du point de vue
organisation, avec l'usine Volvo de Gothembourg, une
entreprise de production nouvellement constituée, la Volvo
Götenburgsverken, qui est, de même que les autres filiales
productrices du groupe, directement dirigée du siège de
Gothembourg. Dans cette nouvelle entreprise sont exécutés
tous les moments du travail de montage des voitures Volvo,
et cela tant en ce qui concerne les voitures de tourisme
que les véhicules utilitaires.
Les trois installations principales de l'usine Volvo de
peinture et de montage final sont tous construites sur un
plan et sur une ligne allant du nord au sud (de droite à
gauche sur le modèle ci-dessus). L'idée de base, dans cette
disposition, a été que la production - à partir des
premiers moments d'assemblage jusque la sortie des chaînes
de fabrication des voitures finies soit orientée dans un
sens déterminé. Le personnel et les visiteurs entrent dans
les installations par le côté est de la façade alors que
l'ensemble des marchandises est transporté dans l'usine par
le cote opposé au dehors duquel se trouve un grand
emplacement de dépôt de marchandises de 300.000 m2 où les
camions et les trains de marchandises arrivent
quotidiennement chargés de matériel enfermé dans de grands
coffres bleus caractéristiques, les containers. C'est sur
l'initiative de Volvo que ce système de containers a été
instauré : il se caractérise par une manutention plus
rationnelle et mieux organisée de la marchandise. Dans la
première section de l'usine - l'atelier de montage des
carrosseries (à droite sur le modèle) - les carrosseries
sont assemblées avec des détails emboutis de tôle ou
composants de carrosserie montés l'avance. Elles sont
ensuite transportées à l'aide de convoyeurs à l'atelier de
peinture (la section centrale) pour y recevoir un
traitement anti-corrosif et y être peintes. A gauche, sur
le modèle, on peut voir la section de montage final. Il ne
reste ensuite qu'à effectuer des contrôles définitifs et
conduites d'essais avant que les voitures finies quittent
l'usine. L'esquisse ci-dessous montre, dans ses grandes
lignes, la marche des opérations dans les différentes
sections de l'usine. On peut également voir quelques-uns
des différents moments de la fabrication d'une voiture
Volvo.
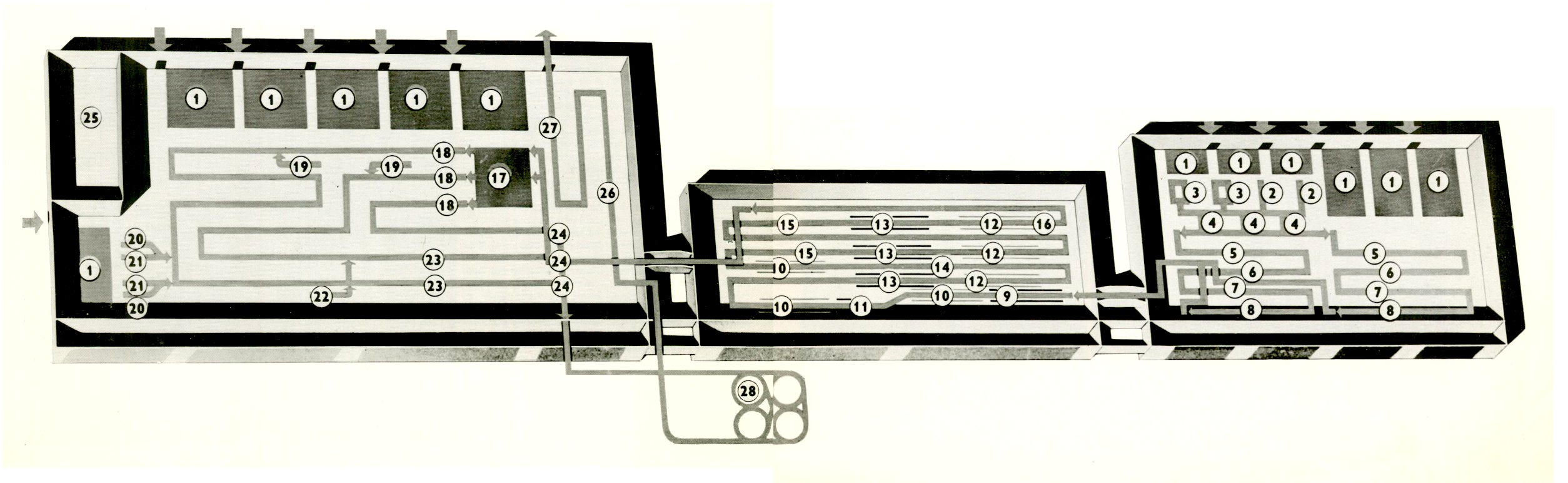
Cliquez sur le plan
pour le visualiser en plein écran
1. Contrôle à la livraison magasin
2. Montage du plancher
3. Montage des côtés
4. Dispositif de fixation des carrosseries
5. Sondage complémentaire
6. Montage des portes etc
7. Ponçage
8. Contrôle et ajustage
9. Phosphatation
10. Zone de séchage
11. Bain dans une peinture anti-corrosive
12. Etuvage
13. Peinture au pistolet
14. Ponçage à l'eau
15. Ponçage à sec / cache
16. Contrôle final
17. Piste intermédiaire
18. Piste de montage
19. Montage préliminaire du tableau de bord
20. Montage préliminaire essieux avant et arrière
21. Montage préliminaire moteur
22. Montage préliminaire roues
23. Test d'étanchéité
24. Test de roulement
25. Peinture de détail
26. Contrôle final
27. Livraison
28. Piste d'essai
La durée des opérations, à partir du moment où commence le
travail de montage des carrosseries jusqu'à celui où la
carrosserie est dirigée sur l'atelier de peinture, est de 5
heures. Après 14 heures dans l'atelier de peinture, la
carrosserie est dirigée sur l'atelier de montage définitif
où elle passe 9 heures avant de devenir une voiture finie
prête à être livrée.

La première carrosserie sortie des chaines de Torslanda (un
coach)
La première P130 sortie des chaines de Torslanda
